砂型铸造胀砂产生原因及防治方法分析
发布时间:2017-12-11 18:22来源:夏天的风
摘要:砂型铸造中,胀砂缺陷是产样产生的?我们怎样做才能有效的防止这种缺陷的产生? 胀砂 缺陷产生重要是型砂在金属液的烘烤下体积膨胀造成表面砂层和内部砂层产生剪切应力,当应力大于型砂强度时,型砂表面在膨胀力(压应...
砂型铸造中,胀砂缺陷是产样产生的?我们怎样做才能有效的防止这种缺陷的产生?
胀砂缺陷产生重要是型砂在金属液的烘烤下体积膨胀造成表面砂层和内部砂层产生剪切应力,当应力大于型砂强度时,型砂表面在膨胀力(压应力)作用下发生膨胀变形。
胀砂防止方法有:
1、采用粒度较为分散的原砂。
2、砂型紧实度要均匀。
3、提高浇注速度,减少对型腔烘烤。
4、鞘土砂还可采用型腔表面扎钉子。
5、采用倾斜浇注。
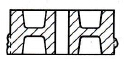
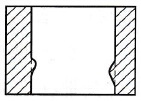
胀砂示意图
铸件外表面或局部胀大,内孔缩小,形成不规则形状凸起的金属物。
皮带轮(湿型)
套筒(湿型)
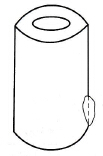
套筒(湿型)
胀砂缺陷产生重要是型砂在金属液的烘烤下体积膨胀造成表面砂层和内部砂层产生剪切应力,当应力大于型砂强度时,型砂表面在膨胀力(压应力)作用下发生膨胀变形。
胀砂防止方法有:
1、采用粒度较为分散的原砂。
2、砂型紧实度要均匀。
3、提高浇注速度,减少对型腔烘烤。
4、鞘土砂还可采用型腔表面扎钉子。
5、采用倾斜浇注。
胀砂示意图
铸件外表面或局部胀大,内孔缩小,形成不规则形状凸起的金属物。
皮带轮(湿型)
套筒(湿型)
套筒(湿型)
(宣言:铸造专栏,聚焦铸造行业的网站)
文章关键词: